Расчет деталей штампа на прочность

Определение центра давления штампа
Центр давления - это точка приложения равнодействующей всех усилий штамповки (рисунок 3.11). Ось равнодействующей усилий штамповки должна совпадать с осью хвостовика штампа. Иначе возникнут перекос штампа, неравномерность зазоров между матрицей и пуансоном и даже поломка штампа,что крайне нежелательно.
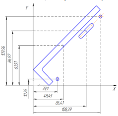
Рисунок 3.11 – Схема определения центра давления
Воспользуемся известной теоремой механики о том, что сумма моментов сил относительно какой-либо оси равна моменту равнодействующей этих сил относительно той же оси. Составляем два основных уравнения относительно обеих координатных осей x и y.

Определяем координаты центра давления:

Описание конструкции штампа
Описание конструкции штампа содержит ссылки на позиции сборочного чертежа К104.КР.446.01.00 СБ, приложенного к пояснительной записке.
Штамп состоит из двух блоков: подвижного (верхнего) и неподвижного (нижнего).
Неподвижный блок состоит из нижней плиты [5], в которую запрессованы направляющие колонки [16]; матрица [1], на которой расположены направляющие планки [3], разовые упоры[20], грибковый упор [19] и съемник [2].
Детали неподвижного блока соединяются с помощью винтов[11] и штифтов[22].
Направляющие колонки [17] и [18] и втулки [15]и [16] служат для направления верхней части штампа относительно нижней. Направляющие планки [3] служат для фиксации полосы в направлении, перпендикулярном подаче полосы. Упоры [19] и [20] предназначены для фиксации подачи полосы на шаг. Для съема детали или отхода применяют специальное устройство – съемник [2].
Подвижный блок включает хвостовик [21], верхнюю плиту [4], в которую запрессованы направляющие втулки [15], подкладную плиту [6], пуансонодержатель [10], пуансон для вырубки [7], пуансоны для пробивки [8] и [9].
Пуансонодержатель [10] предназначен для крепления пуансонов [7], [8] и [9].
Пуансонодержатель [10] и подкладная [6] плитка крепятся к верхней плите [4] винтами [12] с фиксацией штифтами [23], что предотвращает смещение пуансонов [7], [8] и [9]относительно матрицы [1] при работе штампа.
Хвостовик [21] служит для крепления верхней части штампа к ползуну. Хвостовик фиксируется на верхней плите с помощью винта [14].
Подбор деталей штампа
По размерам рабочей зоны подбираем габаритные размеры матрицы и рассчитываем ее толщину по эмпирическим формулам [10, стр.75].Используя полученные размеры матрицы, выбираем нижнюю и верхнюю плиты №45 ГОСТ 13124-83 по табл.4 [10, с.449].
Пуансон для пробивки круглых отверстий является стандартным изделием (ГОСТ 16621-80). Его размеры выбираем по табл.25 [10, с.94] для отверстий диаметром 5 мм.
Пуансон для вырубки в сечении повторяет контур штампуемой детали в сечении, а высота его соответствует высоте пуансона для пробивки.
Длина и ширина съемника определяются соответствующими размерами матрицы (250×250), толщину принимаем 32мм. Неподвижный съемник выполняется с отверстиями, повторяющими контур соответствующих пуансонов с зазором, определяемым по табл.28. [10, с.113] ![]()
Статьи о транспорте:
Мероприятия по борьбе с зимней сколькозтью
Выберем эффективные способы борьбы с зимней сколькозтью на автомобильной дороге, установим предполагаемые объемы потребления противогололедных материалов на зиму.
Для ликвидации зимней сколькозти на автомобильной дороге с усовершенствованным типом покрытия предпочтителен химический метод, характе ...
Определение допускаемых напряжений
Напряжения, которые материал может выдерживать в течение длительного времени, зависят не только от его прочностных характеристик, но также от размеров детали в опасном сечении, от поверхности обработки детали и от наличия концентратов напряжений. Если деталь нагружена только крутящим моментом, то ...
Расчет численности рабочих
Число производственных рабочих явочного и списочного контингента определяется делением трудоемкости годового объема выпуска на соответствующий фонд рабочего времени.
Явочный контингент рабочих определяем по формуле
(8)
где – трудоёмкость ремонта, чел∙ч.
Подставляя численные значения, по ...
Разделы сайта
- Главная
- Железнодорожный транспорт в России
- Развитие промышленного транспорта
- История трактора
- Воздушный транспорт
- Испытания и сдача судов
- Работа автосалона
- Информация