Выбор и сравнение вариантов технологического процесса механической обработки детали

Сравнение вариантов технологического процесса представлено в таблице 8.7:
Таблица 8.7 – Сравнение вариантов технологического процесса
|
Показатели |
Заводской вариант |
Предлагаемый вариант |
|
1 |
2 |
3 |
|
Вид заготовки |
Литье в земляные формы по металлическим моделям | |
|
Класс точности |
10-7-6-2 ГОСТ 26645-85 |
8-6-6-2 ГОСТ 26645-85 |
|
Масса заготовки (отливки), Q, кг |
0,201 |
0,196 |
|
Стоимость заготовки, коп |
12461 |
7385 |
|
Операции механической обработки: | ||
|
Вид операции 010 |
Шлифование наружной поверхности на бесцентрово-шлифовальной автоматической линии из двух станков (ВШЛ11М) |
Шлифование наружной поверхности на бесцентрово-шлифовальной автоматической линии из двух станков (ВШ720) |
|
Технологическая себестоимость обработки, руб. |
31200 |
11496,4 |
|
Вид операции 030 |
Бесцентровое шлифование наружной поверхности на станке ВШ 732АН2 |
Бесцентровое шлифование наружной поверхности на станке ВШ 720 |
|
Технологическая себестоимость обработки, руб. |
18436 |
6543 |
Остальные операции по обоим вариантам оставляем одинаковыми.
Годовой экономический эффект от применения нового оборудования и класса отливки (рассчитано в ценах до 1991года):
![]() (8.39)
(8.39)
Назначение припусков на механическую обработку
Для отливок назначение припусков и предельных размеров (допусков) производится с помощью ГОСТ 26645-85 в зависимости от класса размерной точности.
Имея нашу деталь в отливке 8-6-6-2 ГОСТ 26645-85 назначим по этому ГОСТу допуск на размер, а затем припуск. Данные занесем в таблицу 8.8. Обозначение поверхностей согласно рисунку:
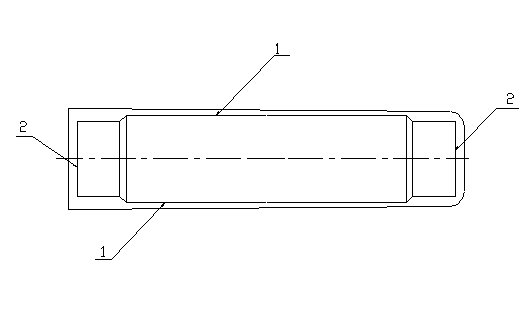
Рисунок 8.2 – Заготовка
Таблица 8.8 – Назначение припусков и предельных размеров
|
Поверхность |
Размер, мм |
Припуск, мм |
Величина допуска, мм |
Допуск, мм |
|
1 |
Ф18,048h7 |
1 |
1 |
|
|
2 |
85h14(-0.87) |
4 |
1,4 |
|
Назначение режимов резания
Рассмотрим подробно назначение режимов резания для сверлильной операции 020 производимой на автомате глубокого сверления ОС 9841.
Исходные данные:
1. Чугун специальный: НВ=170…207
2. Сверло диаметром 10,28 (2305-5002-01) с нормальной заточкой. Материал режущей части инструмента Р6М5.
Статьи о транспорте:
Два вида маржи
С этой точки зрения при калькуляции себестоимости целесообразным представляется введение в калькуляцию двух видов маржи: коммерческой и логистической. Под коммерческой маржой подразумевается разница между себестоимостью и ценой продаж, некая величина, прибавляемая коммерсантами к себестоимости с це ...
Расчет на выносливость и сопротивление усталости
Расчет на выносливость осуществляем для случая прямолинейного движения, а не при предельно допустимом сцеплении колес с дорогой при движении на повороте, так как при движении на повороте боковая сила на более нагруженное колесо направлена снаружи к центру поворота (т. е. она уменьшает момент Nоа ( ...
Нормы и стандарты
1.1*. Архитектурные решения зданий следует принимать с учетом градостроительных, климатических условий района строительства и характера окружающей застройки. Цветовую отделку интерьеров следует предусматривать в соответствии с ГОСТ 14202-69 и ГОСТ 12.4.026-76*.
На предприятиях (в цехах и на участ ...
Разделы сайта
- Главная
- Железнодорожный транспорт в России
- Развитие промышленного транспорта
- История трактора
- Воздушный транспорт
- Испытания и сдача судов
- Работа автосалона
- Информация