Конструктивно-технологический анализ детали

![]() — суммарная масса заготовки.
— суммарная масса заготовки.
Для вычисления КИМ, при условии, что лист, из которого производится штамповка, имеет постоянную толщину по всей плоскости, вместо значений соответствующих масс в формулу (3.1) можно подставлять значения соответствующих площадей их поверхности:
 где (3.2)
где (3.2)
![]() — суммарная площадь изготавливаемой детали,
— суммарная площадь изготавливаемой детали,
![]() — суммарная площадь заготовки.
— суммарная площадь заготовки.
Целесообразно применять малоотходный вид штамповки, так как при этом можно выдержать довольно большой КИМ и обеспечить довольно продолжительную живучесть штампа.
При штамповке с боковыми перемычками ширина полосы рассчитывается с учетом принятой схемы штампа.
Для рационального раскроя необходимо выбрать схемы расположения заготовок на полосе и расположения полос на листе стандартных размеров. Предпочтительна раскладка с более широкой полосой и меньшим шагом штамповки: экономится время при резке листа на полосы и уменьшается время на вырезку.
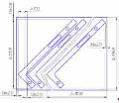
Рисунок 3.2 −Первый вариант расположения детали на полосе

Рисунок 3.3 − Второй вариант расположения детали на полосе
Наиболее рациональный – первый вариант.
Определим наиболее экономное расположение полос в листах стандартного размера для получения вырубкой деталей, показанных на рисунках 3.2 и 3.3. С учетом величин перемычек задача сводится к наиболее экономному расположению полос на листе стандартных размеров. При расчете примем ширину полосы 134.04 мм,значения перемычек a и b определяемым по табл.1. [10, с.7].Варианты расположения полос в листе либо горизонтальное, либо вертикальное (рисунок 3.4а и 3.4б).
Найдем наиболее экономное расположение полос в листах стандартного размера для получения вырубкой деталей. Исходные данные для расчета:
a=2.6 мм; b=2.1мм; A=36 мм
![]()
![]()
шаг штамповки:
![]()
![]()
Площадь готовой детали: ![]() .Для упрощения процедуры нахождения площади детали воспользовались ЭВМ, стандартный пакет «Компас V12».
.Для упрощения процедуры нахождения площади детали воспользовались ЭВМ, стандартный пакет «Компас V12».
Возьмём для раскроя стандартные листы 1000х2000мм и 1500x3000мм.
Лист 1000x2000 мм:Влис=1000 мм; Lлис=2000 мм.
рассмотрим расположение полос, указанных на рисунке 3.5а:
Число полос:

Количество заготовок на одной полосе:
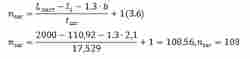
Число заготовок, вмещающихся на листе:
![]()
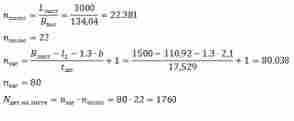
Тогда коэффициент использования материала листа η определяется по формуле:
![]()
F − площадь одной заготовки;
![]() − количество заготовок, умещающихся на листе;
− количество заготовок, умещающихся на листе;
![]() − соответственно ширина и длина разрезаемого листа.
− соответственно ширина и длина разрезаемого листа.
![]()
- рассмотрим расположение полос, указанных на рисунке 3.5б: (все расчеты проводим аналогично предыдущему).

Лист 1500x3000 мм:Влис=1500 мм; Lлис=3000 мм.
– рассмотрим расположение полос, указанном на рисунке 3.5в:

рассмотрим расположение полос, указанном на рисунке 3.5г:
![]()
Из полученных результатов видно, что экономичней использовать лист 1500x3000 мм с продольным размещением полос, так как при этом коэффициент использования материала выше.
Статьи о транспорте:
Логарифмический датчик давления ДОЛ-16
Логарифмический датчик давления ДОЛ-16 (рис. 19) предназначен для измерения избыточного давления воздуха с выдачей сигнала переменного тока, пропорционального логарифму измеряемого давления. Датчик устанавливается на переднем фланце задней оболочки.
Работает по схеме дифференциального трансформат ...
Расчет основных параметров производственного процесса
Такт выпуска – интервал времени, через который осуществляется периодический выпуск изделий определенного наименования, типа, размера.
Такт выпуска определяем по формуле
, (5)
где П – годовой объём выпуска из ремонта, секций.
Так как расчет мы ведем для текущего ремонта ТР-3, то и такт мы будем ...
Общая оценка эффективности
работы предприятия
груз перевозка управление программа
Произведя анализ существующей обстановки на предприятии, можно сделать выводы о качестве работы отдела доставки на данный момент. В связи с этим можно выделить следующее:
1. Одной из основных проблем можно выделить нерациональное использование грузоподъемности ...
Разделы сайта
- Главная
- Железнодорожный транспорт в России
- Развитие промышленного транспорта
- История трактора
- Воздушный транспорт
- Испытания и сдача судов
- Работа автосалона
- Информация