Конструктивно-технологический анализ детали

Изучение конструкции детали и анализ ее технологичности
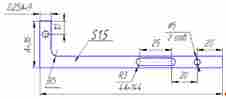
Рисунок 3.1–Деталь
Габаритные размеры детали:
-длина-144мм;
-ширина-36мм;
-толщина-1,5мм.
Деталь плоская не симметрична относительно обеих осей. Имеет 2 круглых отверстия и одно пазовое: одно на вертикальной оси (d=5мм) и удалено на 4,5мм и 26мм от левой боковой и нижней стороны детали соответственно; второе отверстие размещено на горизонтальной оси (d=5мм) на расстоянии 20мм от правой боковой стороны детали;
пазовое отверстие размещено на горизонтальной оси на расстоянии 52,5мм от правой боковой стороны детали Наружный контур представляет собой Г-образный контур из двух прямоугольников. Первый имеет размеры 36х9. Второй имеет размеры 9х135. В месте соединения этих прямоугольников имеется одно скругление радиусом 5мм.
Деталь имеет толщину 1,5 мм. Материал детали лист Ст 3 ГОСТ 380-94 обладает следующими механическими характеристиками:
|
Сплав |
Плотность
|
|
|
Е, МПа |
Относительное удлинение, |
|
Ст3 |
7,85 |
470 |
400 |
200000 |
25 |
Технологичность — это сочетание конструктивных элементов, которые обеспечивают наиболее простое экономичное изготовление деталей при соблюдении технических и эксплуатационных требований к ним. Основные технологические требованияк конструкции плоских деталей, получаемых вырубкой и пробивкой:
Необходимо избегать сложных конфигураций с узкими и длинными вырезами контура или очень узкими прорезями ![]() : минимальная ширина контура равна 9мм.
: минимальная ширина контура равна 9мм.
Сопряжения сторон наружного контура следует выполнять с закруглениями лишь при вырубке детали по всему контуру ![]() : все радиусы скругления равны.
: все радиусы скругления равны.
Наименьшие размеры пробиваемых отверстий ![]() : диаметр наименьшего пробиваемого отверстия равен 5мм.
: диаметр наименьшего пробиваемого отверстия равен 5мм.
Наименьшее расстояние от края отверстия до прямолинейного наружного контура должно быть не менее S: наименьшее расстояние открая отверстия до наружного контура равно 1,5мм.
Наименьшее расстояние между отверстиями при одновременной их пробивке должно быть равно ![]() : расстояние между двумя одновременно пробиваемыми деталями равно 14,5мм.
: расстояние между двумя одновременно пробиваемыми деталями равно 14,5мм.
Проанализируем соответствие параметров и характеристик детали основным показателям технологичности холодноштампованных деталей:
1. Наименьшее количество и низкая трудоемкость операций. Этот показатель выполняется, т.к. для изготовления детали требуется 2 операции: пробивка отверстий и вырубка по контуру.
2. Отсутствие последующей механической обработки. Деталь после штамповки имеет 14 квалитет точности.
3. Наименьшее количество требуемого оборудования и производственных площадей.
Для изготовления данной детали требуется один пресс. Соответственно рабочая площадь мала.
Таким образом, анализ данной детали показывает, что основные показатели технологичности выполняются, соответственно заданная деталь технологична.
Выбор рационального раскроя материала
Для листовой штамповки выбор исходной заготовки осуществляется путем экономического анализа возможных вариантов раскроя материала и определение оптимального.
В качестве критерия оптимальности принимается коэффициент использования материала (КИМ):
 где (3.1)
где (3.1)
![]() — суммарная масса изготавливаемой детали,
— суммарная масса изготавливаемой детали,
Статьи о транспорте:
Кинематический расчет привода
Дано: Pвых=3 кВт; ωвых=3 c-1.
Выбор электродвигателя
Для выбора электродвигателя определим требуемую его мощность Pэ.тр. и частоту вращения nэ.тр
Требуемую мощность электродвигателя (кВт) найдем по формуле:
где ηобщ= ηчер∙ηрем∙ηм∙ηп2 – общий КП ...
Honda
Honda Motor Co., Ltd.— международная промышленная компания, известная в первую очередь как производитель автомобилей и мотоциклов.
Компания основана в 1948 году, основатель — Соитиро Хонда
До 1960-х годов Honda занималась (и продолжает заниматься) мотоциклостроением. Решение компании о выходе на ...
Расчет распределительного
вала
Размеры вала:
.
Материал вала - сталь 18ХНВА (Е = 2.2×105 МПа).
Суммарная приведенная сила, действующая на кулачок [2]:
, (6.308)
где сила давления газов [2]:
, (6.309)
где наружный диаметр головки выпускного клапана,
давление в цилиндре при рассматриваемом положении кулачка, ...
Разделы сайта
- Главная
- Железнодорожный транспорт в России
- Развитие промышленного транспорта
- История трактора
- Воздушный транспорт
- Испытания и сдача судов
- Работа автосалона
- Информация