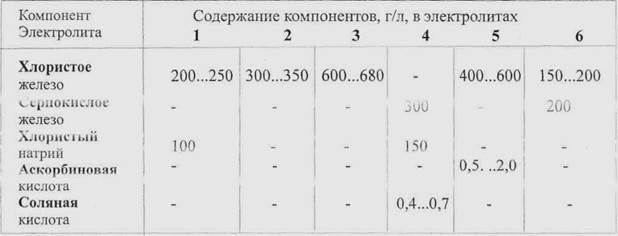
Состав электролитов

Процесс покрытия электролитическим железом обычно осуществляется с использованием растворимых анодов из малоуглеродистой стали 08 или 10. При растворении анодов образуется шлам, поэтому во избежание загрязнения электролита аноды помещают в чехлы из стеклоткани. В случае наращивания железного покрытия с применением нерастворимых (угольных) анодов возникает необходимость систематического корректирования состава электролита по мере сто истощения.
Электролит 1 позволяет получать плотные и гладкие покрытия плотностью 6500 МПа и толщиной до 1,0 .1,2 мм. Электролит2 обладает оптимальной концентрацией, не изменяемой при длительной работе ванны, и по своим показателям близок к электролиту 1 (применяется чаще, чем электролит 1).
Высококонцентрированный электролит 3 позволяет получать высококачественные покрытия толщиной до 3 мм. Этот электролит обычно применяют при нанесении покрытий на внутренние поверхности при вневанном железнении.
Электролиты 1 и 3 не стабильны по составу. Концентрация железа в электролите 1 постепенно увеличивается, а в электролите 3 уменьшается, стремясь к оптимальному значению, что вызывает определенные затруднения при эксплуатации ванны.
Электролит 4 в ремонтной практике не применяют. Наличие в эктролите 5 аскорбиновой кислоты предотвращает его окисление и образование гидроокиси железа, в результате чего возможно получение высококачественных покрытий при низкой температуре и достаточно высокой плотности тока.
Холодный сульфатно-хлористый электролит 6 обладает достоинствами хлористых и сернокислых электролитов: менее агрессивен и более устойчив к окислению, чем хлористые, и позволяет получать покрытия хорошего качества с высокой производительностью. Этот электролит находит применение в ремонтном производстве.
Схема типового технологического процесса электролитического железнения представлена в таблице.
|
Операция |
Последовательность операций в вариантах |
|
Очистка деталей от грязи и масла Обработка механическая Промывка органическим растворителем (бензином, и др.) Сушка Очистка покрываемых поверхностей Изоляция поверхностей, не подлежащих покрытию, и монтаж деталей на подвесные приспособления Обезжиривание деталей Промывка горячей водой (70 .80°С) Холодной водой Травление анодное в электролите железнения Промывка холодной водой Обработка анодная в 30%-м растворе серной кислоты Промывка, прогрев теплой водой (50 .60°С) Железнение Промывка горячей водой (70 .80°С) Нейтрализация Промывка горячей водой (70 .80°С) Демонтаж деталей с подвесок и снятие изоляции Контроль качества покрытий Обработка механическая Консервация деталей |
I II 1 1 (2) (2) 3 3 4 4 (5) (5) 6 6 7 7 8 8 9 9 - 10 10 13 11 12 12 14 13 15 14 16 15 17 16 18 17 19 18 20 18 21 (20) (22) |
Слив масел, обеспечение доступа очистного раствора во внутренние полости агрегатов
Очистка наружных поверхностей. Промывка или выпаривание внутренних полостей агрегатов
Очистка подразобранных агрегатов
Очистка сборочных единиц
Общая очистка деталей
Очистка деталей от прочных загрязнений: асфальтосмолистых, нагара, накипи
Очистка каналов и полостей в деталях
Очистка крепежных деталей: болтов, винтов, шпилек, гаек, шайб и др.
Последовательность операций очистки поверхностей деталей от эксплуатационных загрязнений.
Статьи о транспорте:
Разборка и дефектовка аккумуляторной батареи
Слить электролит из бака аккумуляторной батареи. Залить аккумуляторные батареи водой при помощи установки 2237.
Произвести наружную мойку бака и крышек батареи водой, подогретой до температуры 900 С, используя установку для наружной мойки аккумуляторных батарей 2254. После мойки, смыв грязь и мас ...
Общая
характеристика двигателя
Марка проектируемого дизеля 6ЧСП 15/18 (3Д6)
Дизель является четырехтактным, рядным, нереверсивным, вертикальным, номинальной мощностью 110 кВт, частотой вращения коленчатого вала 1500 мин-1. Диаметр цилиндра 150 мм. Ход поршня 130 мм.
Дизель имеет шесть цилиндров, которые располагаются в один р ...
Расчёт на морозоустойчивость
Суммарная толщина дорожной одежды соответствует морозному пучению, не превышающему допустимого значения, определяется по формуле
, (55)
где z – глубина промерзания, z = 0,8;
fпуч – допустимая глубина пучения, fпуч = 0,04;
кпуч – коэффициент пучения;
lI – коэффициент теплопроводности дорожной ...
Разделы сайта
- Главная
- Железнодорожный транспорт в России
- Развитие промышленного транспорта
- История трактора
- Воздушный транспорт
- Испытания и сдача судов
- Работа автосалона
- Информация