Конструктивно-технологический анализ детали

Разработка схемы вырубки-пробивки
Согласно схемы штамповки (рисунок 3.6), изготовления деталей происходит в такой последовательности. В исходном положении штампа верхний подвижный блок с пуансонами [2], [3], [4] , [5] находится в верхнем положении. Подвижный блок закрепляется в ползуне пресса и имеет возможность двигаться возвратно-поступательно. Между пуансонами [2], [3], [4] , [5] и матрицей [11], на которой располагают полосу [14], есть расстояние, которое позволяет положить ее на плоскость матрицы между направляющими планками [13], [15]. Полоса [14] подается справо налево
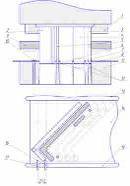
Рисунок 3.6 − Схема процесса вырубки-пробивки (штамповки):
1-пуансонодержатель; 2-пуансон для вырубки (пуансон №1); 3,4,5-пуансоны для пробивания отверстий (пуансоны №2,3,4); 6,7,8-отходы; 9-съемник; 10-постоянный упор; 11-матрица; 12-готовая деталь; 13,15-направляющие планки; 14-полоса; 16-первый временный упор; 17-второй временный упор рукой штамповщика или автоматически между направляющими планками [13], [15] до первого временного упора [16], на который заранее нажимает рабочий, выдвигая его в зону движения полосы.
С помощью шатуна, который находится на эксцентриковом вале, и ползуна вращательное движение вала превращается в возвратно-поступательное перемещение верхнего блока штампа с пуансонами, вследствие чего подвижный блок с пуансонами [2], [3], [4] , [5] выполняет рабочий ход вниз. Пуансоны [3], [4] и [5] пробивают три отверстия (два диаметрами 5 мм и одно пазовое отверстие), а пуансон [2] делает холостой ход. Отходы [6], [7] и [8] падают в отверстия матрицы в соответствующий бункер. По окончанию рабочего хода пуансон возвращается в исходное положение. Вследствие остаточной деформации полоса [14]охватывает пуансоны и поднимается вверх вместе с ними. Из-за присутствия в конструкции штампа съемника [9] полоса снимается с пуансонов [3], [4] и [5] и возвращается на плоскость матрицы. В этот момент полосу можно просунуть в направлении ко второму временному упору [18]. Один рабочий ход пресса окончен. Блок с пуансонами выполняет второй рабочий ход и пуансоны [3], [4] пробивают отверстия втретьей детали, а пуансон [2] вырубает первую деталь [12] по внешнему контуру. Деталь попадает сквозь отверстие в матрице и в штамповой плите в бункер с готовой продукцией. По окончанию рабочего хода пуансоны снова двигаются в верхнее положение. Вследствие остаточной деформации полоса [14] снова поднимается вместе с пуансонами, снимается с них и падает отверстием вырубленного контура и просовывается вперед до постоянного упора. Так совершают изготовление деталей, которые расположены на полосе до ее окончания.
Разработка технологического процесса изготовления детали
Технологический процесс – часть производственного процесса, содержащая целенаправленный труд и действия по изменению состояния предметов труда, в результате которого материал или полуфабрикат изменяет свои формы, размеры или химический состав на пути превращения в готовую деталь.
Технологическая документация позволяет решать две основные задачи: информационную и организационную.
На основе технологической документации создают сводную информацию для построения комплексной системы инженерно-технических и планово-экономических расчетов, которая дает возможность планировать и регулировать производство, правильно налаживать его обслуживание и подготовку.
Разработка технологического процесса как таковая состоит из комплекса взаимосвязанных работ, предусмотренных Единой системой технологической подготовки производства (ЕСТПП), и должна выполняться в полном соответствии с требованиями ГОСТ 14.301 - 83. В зависимости от годового объема выпуска изделий и принятого типа производства решение технологических задач осуществляется по-разному.
В соответствии с ГОСТ 3.1109-82 комплект документов технологического процесса (операции) – это совокупность технологических документов, необходимых и достаточных для выполнения технологического процесса (операции).
Комплект документов на единичный технологический процесс изготовления детали состоит из титульного листа, маршрутной карты, операционной карты и карты эскизов.Титульный лист является первым листом комплекта технологических документов, который оформляют на ЕТП изготовления детали, сборочной единицы или изделия в целом.
Статьи о транспорте:
Цистерна для перевозки нефти
и бензина грузоподъемность 60 т
Цистерна для перевозки нефти и бензина (рис. 2-3) является универсальной. В ней можно перевозить не только нефть и бензин, но и многие другие жидкие продукты, которые имеют удельный вес, близкий к единице, или немногим больше единицы, в частности, можно перевозить жидкий каустик, керосин, хлорбенз ...
Конструкция цистерны 15-1554 для перевозки соляной кислоты
Цистерны – вид подвижного состава железных дорог. Цистерны предназначены для перевозки жидкостей: нефти и продуктов её переработки, химически-активных и агрессивных жидких веществ (кислоты, щёлочи и др. сложные вещества), сжиженного газа (пропан-бутан, кислород), воды, молока (молоковоз), патоки. ...
Каковы перспективы развития транспортной сети в России
Вариантов ответа на этот вопрос существует немало, но представляется необходимым осветить те возможности, о необходимости которых говорят уже не одно десятилетие. Строительство железных дорог в России практически прекратилось.
Железные дороги России по возможности должны развиваться не только в ш ...
Разделы сайта
- Главная
- Железнодорожный транспорт в России
- Развитие промышленного транспорта
- История трактора
- Воздушный транспорт
- Испытания и сдача судов
- Работа автосалона
- Информация