Расчет и построение теоретического чертежа

При составлении таблиц 1.1 и 2.1 использованы следующие обозначения: - ординаты шпангоутов на соответствующих ватерлиниях
 ;
;
- ординаты линии борта главной палубы
 ;
;
- аппликаты линии борта главной палубы
![]() ;
;
- аппликаты контуров шпангоутов на первом батоксе
 ;
;
- аппликаты контуров шпангоутов на втором батоксе
 ;
;
- аппликата точки пересечения контура форштевня с верхней палубой
 ;
;
-аппликата точки пересечения контура ахтерштевня с верхней палубой
 ;
;
- абсциссы контура форштевня, отсчитываемые от нулевого шпангоута: положительные в нос, отрицательные в корму
 ;
;
- абсциссы контура ахтерштевня, отсчитываемые от десятого шпангоута: положительные в нос, отрицательные - в корму
 .
.
Батоксы I и II делят полушироту Вмах/2 на три равные части.
Ватерлинии делят осадку на несколько равных частей (Т/№ГВЛ).
Для заданного варианта теоретического чертежа (Б) и известных главных размерений (L, В, T) составляется таблица 2.1, аналогичная таблице 1.1, но содержащая размерные величины абсцисс, ординат и аппликат, вычисленных согласно приведенным выше обозначениям.
По данным заполненной таблицы 2.1 можно определить главные размерения судна (рис. 2.1), а именно:
- длина наибольшая
![]() м,
м,
- длина по ГВЛ
![]() м,
м,
- высота борта на миделе
![]()
- ширина по ГВЛ
![]()
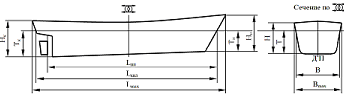
Рис. 2.1. Главные размерения
Результаты расчетов заносим в сводную таблицу 2.2.
Значения абсцисс, ординат и аппликат, вносимых в таблицу 2.1, должны быть даны с точностью до 0,001 м. При составлении таблиц должны быть указаны размерности записываемых величин.
Таблица 2.1 Таблица плазовых ординат
|
№ ВЛ |
Ординаты, м |
Xф, м |
Xа, м | ||||||||||
|
Номера теоретических шпангоутов | |||||||||||||
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 | |||
|
0 |
- |
0,000 |
0,000 |
0,000 |
0,000 |
0,000 |
0,000 |
0,000 |
0,000 |
0,000 |
- |
-12,500 |
0,388 |
|
1 |
- |
0,682 |
3,123 |
5,208 |
6,456 |
7,045 |
6,797 |
5,851 |
3,782 |
0,767 |
- |
-8,000 |
0,388 |
|
2 |
- |
1,232 |
3,976 |
6,107 |
7,138 |
7,642 |
7,494 |
6,843 |
5,107 |
1,589 |
- |
-5,925 |
0,388 |
|
3 |
- |
1,736 |
4,580 |
6,588 |
7,417 |
7,750 |
7,688 |
7,293 |
5,944 |
2,844 |
- |
-3,813 |
0,388 |
|
4 |
- |
2,201 |
4,983 |
6,882 |
7,549 |
7,750 |
7,750 |
7,518 |
6,409 |
4,038 |
0,000 |
-1,700 |
0,000 |
|
5 ГВЛ |
0,000 |
2,682 |
5,348 |
7,076 |
7,618 |
7,750 |
7,750 |
7,595 |
6,781 |
4,914 |
1,659 |
0,000 |
-4,363 |
|
6 |
0,450 |
3,185 |
5,673 |
7,192 |
7,680 |
7,750 |
7,750 |
7,657 |
7,045 |
5,580 |
2,868 |
0,813 |
-6,463 |
|
П |
1,573 |
4,255 |
6,177 |
7,301 |
7,696 |
7,750 |
7,750 |
7,696 |
7,231 |
6,177 |
4,108 |
2,550 |
-8,425 |
|
Zп |
13,533 |
12,624 |
11,621 |
10,973 |
10,618 |
10,444 |
10,468 |
10,673 |
11,044 |
11,479 |
12,119 |
Zф, м |
Zа, м |
|
Z1 |
- |
7,552 |
1,051 |
0,221 |
0,221 |
0,221 |
0,221 |
0,221 |
0,632 |
4,432 |
9,053 | ||
|
Z2 |
- |
- |
7,110 |
1,525 |
0,498 |
4,424 |
4,424 |
1,003 |
3,263 |
8,374 |
- |
13,667 |
12,774 |
Статьи о транспорте:
Техническое оснащение и материально-техническое обеспечение ПТО станции
Тальцы
Техническое обслуживание на ПТО выполняется на базе данных автоматизированного контроля технического состояния вагонов в поездах, прибывающих на станцию, комплексом средств технической диагностики.
Для контроля технического состояния вагонов в поездах, прибывающих с восточного направления, на под ...
Безопасность производственной деятельности
Анализ безопасности при обслуживании оборудования
Анализ показывает, что конструкция трактора ХТЗ-150К выполнена из двух полурам, соединенных шарнирно. При обслуживании машины (например, при замене колеса) и поддомкрачивании возможно нарушение устойчивости. Для устранения подобного недостатка пре ...
Ходовые испытания и сдача судна
Ходовые испытания — технологический этап сдаточных испытаний, целью которых является проверка работы оборудования и его параметров на ходовых режимах, а также проверка мореходных качеств судна (плавучести, остойчивости, управляемости, ходкости, маневренности, прочности на волне). Ходовые испытания ...
Разделы сайта
- Главная
- Железнодорожный транспорт в России
- Развитие промышленного транспорта
- История трактора
- Воздушный транспорт
- Испытания и сдача судов
- Работа автосалона
- Информация