Разборка, ремонт и сборка шатунно-поршневой группы

При износе отверстия во втулке верхней головки шатуна до диаметра более 45,04 мм втулку выпрессовывают и устанавливают новую бронзовую втулку таким образом, чтобы масляные отверстия во втулке и шатуне совпадали. Перед установкой втулку охлаждают до температуры минус 50 ° С. Запрессовка втулки не допускается. Отверстие в установленной втулке растачивают до диаметра 45+8; 4 мм при частоте вращения расточной головки 1600 мин и подаче 0,06 мм/ оборот. Восстановленный шатун промывают и обдувают сжатым воздухом. При износе отверстия в верхней головке шатуна под втулку до диаметра более 49,02 мм шатун бракуют или направляют на восстановление. При износе отверстия нижней головки шатуна до диаметра более 85,02 мм его обрабатывают до ремонтного размера 85,5 мм, а при диаметре более 85,535 мм - бракуют или направляют на восстановление.
Перед сборкой шатунно-поршневой группы поршневые пальцы подбирают к шатунам. Поршень нагревают в масле до температуры 80 .100°С, помещают в приспособление для сборки и соединяют с шатуном поршневым пальцем, установив шатун так, чтобы выточки под клапаны в поршне и пазы под усы вкладышей на шатуне были расположены с одной стороны. Запрессовка поршневого пальца не допускается. Перед сборкой сопрягаемые поверхности поршневого пальца и отверстий в поршне смазывают тонким слоем чистого моторного масла М ЮГгк [4, с.11].
В канавки поршня устанавливают стопорные кольца поршневого пальца. На поршень с помощью приспособления для снятия и установки колец последовательно устанавливают маслосъемное и компрессионные кольца (рис.10). При монтаже маслосъемного кольца в канавку поршня устанавливают расширитель и затем надевают маслосъемное кольцо так, чтобы стык расширителя находился диаметрально противоположно замку кольца. Компрессионные кольца устанавливают на поршень скошенной стороной и клеймом "верх" к днищу поршня. Замки соседних колец располагают под углом 120 °С. Перед установкой колец удаляют нагар из канавок поршня, а после установки проверяют легкость перемещения колец в канавках.
Шатун также должен свободно перемещаться вокруг оси поршневого пальца. При соблюдении этих требований поршень в сборе с шатуном снимают с приспособления и передают на сборку двигателя.
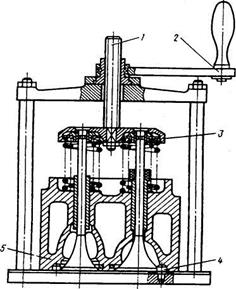
Рис.11. Разборка головки цилиндров в приспособлении И-801.06.000
1 - винт; 2 - рукоятка; 3 - тарелки клапанов; 4 - штифт; 5 - головка цилиндров.
Головку цилиндров устанавливают на приспособление для разборки-сборки 7831-4044 или верстак. Разогнув усики стопорной шайбы крепления стойки коромысел, отвертывают гайки крепления стоек оси коромысел и снимают стойку коромысел, стопорные шайбы и фиксатор коромысел, а затем - коромысла клапанов со стойки коромысел. Отвернув и сняв гайку 10 регулировочного винта, ввертывают регулировочный винт 8 коромысла, снимают головку цилиндров с приспособления для разборки-сборки и устанавливают на приспособление для снятия-установки клапанов (рис.11) так, чтобы штифты 4 вошли в отверстия под болты крепления головки.
Вращением рукоятки приспособления отжимают тарелки пружин клапанов вместе с втулками и снимают сухари клапанов, тарелки с втулками, наружные и внутренние пружины и шайбы пружин клапанов. С направляющей втулки впускного клапана снимают уплотнительную манжету в сборе, после чего из головки цилиндров извлекают впускные и выпускные клапаны [4, с.13].
Статьи о транспорте:
Сигнальные столбики и барьерные ограждения
Для предотвращения вынужденных съездов транспортных средств с земляного полотна, с проезжей части мостов и путепроводов, столкновений со встречными транспортными средствами, наезда на массивные сооружения применяют ограждения барьерного типа высотой 0,75-0,8 м.
В дипломном проекте приняты барьерн ...
Основные принципы построения
Сириус разрабатывается как многоуровневая централизованная система. В ней каждый верхний уровень иерархии определяет параметры продвижения транспортного потока, которыми должен руководствоваться нижний уровень, устанавливающий, в свою очередь, соответствующие параметры для низовых звеньев. Вместе ...
Описание конструкции детали и системы
Описание конструкции поршня
Поршни двигателей автомобилей ВАЗ изготовлены из алюминиевого сплава. В головке поршня залита стальная пластина, обеспечивающая компенсацию неравномерной тепловой деформации поршня при нагреве. В бобышках поршня имеются отверстия для прохода масла к поршневому пальцу. ...
Разделы сайта
- Главная
- Железнодорожный транспорт в России
- Развитие промышленного транспорта
- История трактора
- Воздушный транспорт
- Испытания и сдача судов
- Работа автосалона
- Информация